- Plate Rolls
- MR Series

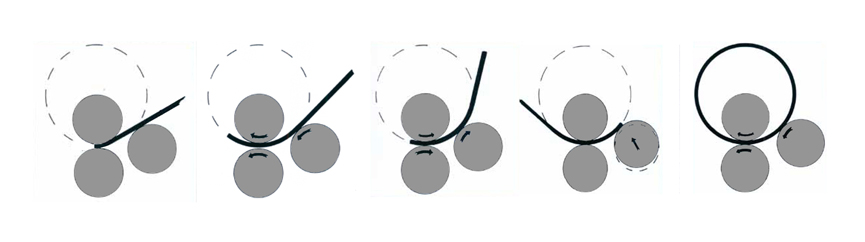
Our MR series initial pinch plate rolls are usually for lighter capacity applications and come in manual or motorized. They work by “pinching” the flat sheet between top and bottom rolls while the side (back) roll moves upward to contact and then bend the sheet. When rotation of the rollers is activated, the sheet exits at a given radius. With the sheet cut to the developed length and the bending roll properly positioned; the part is rolled into a cylindrical form, where it can then be welded at the seam to produce a cylinder. The top roll is in a fixed position; the bottom pinch roll can move up/down to pinch the material. The side roll is also adjustable by manually or motorized. To remove a rolled cylinder, it must be extracted from off of the top roll. Machines are equipped with release mechanism on the top roll to allow extraction of the cylinder. Typical methods is releasing top roll or a removable end yoke. In most applications, these machines require removal and re-insertion of the sheet in order to pre-bend both ends. They are cost effective but in contrast may be more labor intensive in a production setting.
Standard Equipment
• Top and bottom rolls are powered by a helical type gearbox and AC motor
• AISI 1050 Quality Certificated steel rolls with high tensile strength
• Solid steel frame
• Mechanical manual mechanical drop-end
• Foot pedal (MRA-MRB Series)
• Mobile control panel (MRC-MRD Series)
• Conical bending device
• Manual lubrication points
• Manual pinching
• Wire grooves at the end of the rolls (7, 9,11,13 mm) (MRA-MRB Series)
• Motorised adjustment of back roll (MRD Series)
Optional Features
• Digital Read-Out for back roll
• Induction hardened and polished rolls
• Motorised adjustment of back roll (MRA-MRB-MRC Series)
• Extended roll shafts for profile and pipe bending operations (MRC-MRD Series)
• Profile and section bending rolls set (MRC-MRD Series)
• Motorised bottom roll (pinching) (MRD Series)
• Segmented plastic rolls for composite bending (MRC-MRD Series)